Aluminum Foil Jumbo Rolls Food Grade
Aluminum Foil Jumbo Rolls Food Grade
Aluminum Foil Jumbo Rolls Food Grade In the production of double foil, the rolling of aluminum foil is divided into three processes: rough rolling, intermediate rolling, and finishing rolling.From a technological point of view, it can be roughly divided from the thickness of the rolling outlet.The classification method is that the outlet thickness is greater than or equal to 0.05mm for rough rolling, the outlet thickness between 0.013 and 0.05 is for intermediate rolling, and the single and double-rolled products with outlet thickness less than 0.013mm are finishing rolling. The rolling characteristics of rough rolling are similar to those of aluminum sheet and strip. The rough rolling rate is very small, and its rolling characteristics are completely different from the rolling of aluminum sheet and strip. It has the advantages of aluminum foil rolling. The particularity, its characteristics are mainly in the following aspects:
The thinning of the aluminum strip mainly depends on the rolling force, so the automatic control method of plate thickness is the control method with constant roll gap as the main body of AGC. Thickness can be obtained Consistent sheet and strip. While the aluminum foil is rolled to the middle finish rolling, due to the extremely thin thickness of the aluminum foil, the rolling force is increased during rolling, so that the elastic deformation of the roll is easier than the plastic deformation of the rolled material, and the elastic flattening of the roll cannot be It is neglected that the spring rolling and flattening of the roll determines that the rolling force can no longer play the same role as rolling the sheet.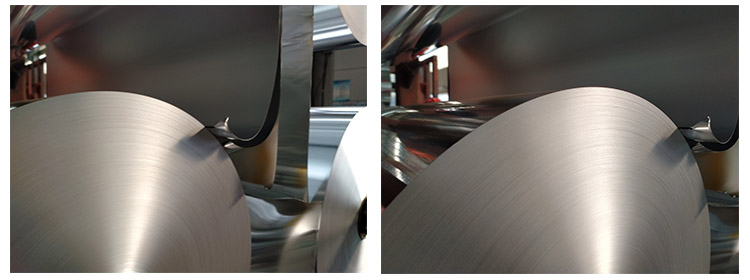
For ultra-thin aluminum foil with a thickness of less than 0.012mm (the thickness is related to the diameter of the work roll), due to the elastic flattening of the roll, it is very difficult to use a single rolling method, so the double-joint rolling method is used. The method of adding lubricating oil between two aluminum foils and rolling them together (also called stacking). Stacked rolling can not only roll out extremely thin aluminum foils that cannot be produced by single rolling, but also reduce the number of broken strips and improve labor productivity. This process can produce single-sided smooth aluminum foils of 0.006mm to 0.03mm in batches.
The main reason for the corrosion of Aluminum Foil Jumbo Rolls Food Grade is that the product is exposed to moisture or water during the production process and circulation process. Therefore, controlling the generation of corrosion waste is mainly to prevent the aluminum foil from being exposed to water. Anti-corrosion measures: ① Strengthen the management of the air dryer to ensure that there is no moisture in the compressed air. ②Strengthen the management of rolling oil, and control its water content below 400×0.000001. ③The packaging of aluminum foil rolls should be sealed, and an appropriate amount of desiccant should be placed in each roll. ④ The humidity of the wooden shaft and box board of the packing box is not more than 18%, and the temperature of the packaging aluminum coil is not more than 45 degrees Celsius. ⑤ Do not open the sealed package immediately if it is transported from a low temperature area to an area with high temperature and high humidity. ⑥Aluminum foil rolls should not be placed where there is rain or snow on the roofs of workshops and warehouses. ⑦When transporting aluminum foil from low temperature area to high temperature area, it is necessary to strengthen the sealing of packaging, and if necessary, add desiccant. ⑧When packaging aluminum foil products in the rainy season, it is necessary to strengthen the sealing packaging and add desiccant.
Food Grade Aluminum Foil For Jumbo Roll Cooking food in an aluminum foil container can save time.