This article provides an overview of HTMM aluminum foil and its expertise in manufacturing 8011 alloy food grade large roll formats required by food manufacturers, bakeries, food service outlets and industrial kitchens worldwide. 8011 Food Grade Household Aluminum Foil. By understanding HTMM’s comprehensive manufacturing assets, rigorous quality processes and commitment to research and development; our goal is to demonstrate why they are a reputable partner of choice for any company’s food packaging needs.
Benefits of aluminum foil for food packaging
Aluminum foil has become a food packaging material due to its unique combination of properties. Key advantages include:
Lightweight and flexible - easily creates a comfortable seal that fits any product shape without adding bulk. Ideal for retail and food service distribution.
Impermeable Barrier - Provides excellent protection from air, moisture, light, bacteria and contaminants, keeping food fresher longer.
Grease and Acid Resistant - Stands up to oil, fat and acidic foods without breaking down to maintain an effective seal.
Recyclable - Aluminum foil can be recycled an unlimited number of times without loss of quality, promoting sustainable packaging solutions.
NON-TOXIC - Fully FDA approved for direct food contact and rated Generally Recognized as Safe (GRAS) by the FDA. Inert and odorless.
Heat Resistant - Ideal for cooking, baking and reheating food to temperatures up to 120°C (250°F) without risk of leakage or contamination.
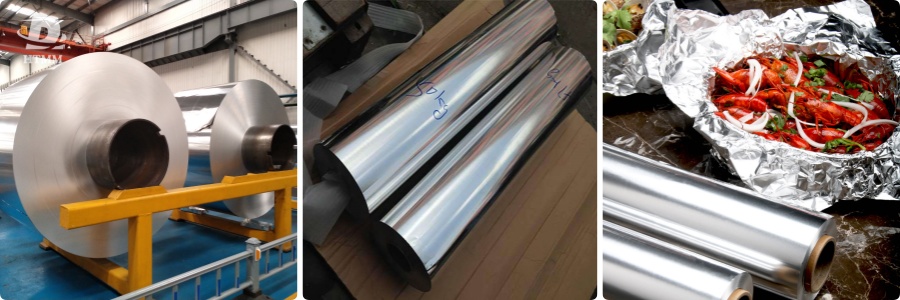
When manufactured to the high standards required by the food industry, aluminum foil is ideal as a barrier material for baked goods, take-out food containers, processed snacks, restaurant food service and more.
Advantages of 8011 aluminum foil food foil
While there are many aluminum foil grades suitable for food applications, the premium 8011 alloy specification has set the global standard for demanding food contact use. Key attributes that make the High Quality 8011 Aluminum Foil ideal include:
99.5% Purity - The highest food grade purity level of aluminum with no added elements ensuring consumer safety.
Durable Tempering - The O tempering process provides optimal strength aluminum foil for the integrity of the production line and sealed containers during the shelf life of the food.
Smooth surface - Almost imperceptible particle structure promotes easy release of baked goods and reliable performance without sticking or tearing.
Precision Gauge - Tight micron tolerances between 7-11 microns provide consistent barrier performance regardless of supplier or location.
When rolled into large industrial rolls, 8011 alloy strikes the right balance between food protection properties, manufacturer productivity and cost. It is the first choice when high-volume food production requires high-quality aluminum foil.