 Rolling, refining, annealing, and other basic steps are all part of the manufacturing process for aluminum foil. Each of these phases contributes significantly to the creation of the finished product, but if adequately controlled and monitored, they can also result in quality issues.
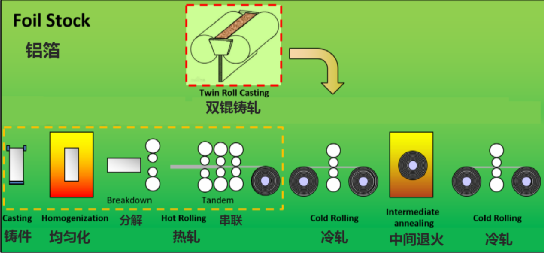
Rolling, refining, annealing, and other basic steps are all part of the manufacturing process for aluminum foil. Each of these phases contributes significantly to the creation of the finished product, but if adequately controlled and monitored, they can also result in quality issues.Rolling: The process of rolling is the initial step in the creation of aluminum foil and entails continuously running a big aluminum ingot through a rolling mill to thin it out. The metal is thinned and stretched under intense pressure during this process. However, irregular foil thickness, surface flaws, and even cracks can happen if the rolling process is imprecise or the equipment is not properly maintained.
When rollingbig aluminum foil, there are some crucial guidelines and safety considerations to remember. The following is a list of key points:
High-quality aluminum ingots or flakes should be used as the first raw material to ensure consistent and dependable foil manufacture. The performance and behavior of the finished product are directly influenced by the quality of the raw materials.
To provide exact thickness reduction and consistency, mills must be designed and maintained appropriately. To prevent alterations that can lower the film's quality, the mill is routinely tested and calibrated.
Application of the proper lubricants during rolling lowers friction and prevents flaws on the film's surface. Additionally, lubrication lengthens the lifespan of the rolling machinery and increases rolling efficiency.
Temperature regulation: The temperature is strictly managed during the rolling process. Because aluminum is sensitive to temperature changes, maintaining a steady temperature helps avoid issues like hot cracking or inadequate material flow.
Controlling tension while rolling is essential to preventing uneven thickness, wrinkling, and cracking. A properly set tension ensures homogeneous deformation and reduces finish sheet flaws.
Finishing: To enhance its qualities, rolled aluminum foil jumbo roll goes through a variety of finishing procedures. Trimming the edges, eliminating surface flaws, and improving surface quality by lubricating or coating are a few of them. A foil's performance and appearance can be negatively impacted by improper trimming or insufficient surface preparation, which can lead to the foil having irregular edges, scratches, or a poor surface quality.
Annealing: The controlled heating and cooling of the rolled foil is a crucial stage in the manufacture of aluminum foil. This procedure increases the foil's ductility, reduces internal tensions, and enhances the mechanical properties of the foil. The utility of the foil may be impacted by inconsistent mechanical qualities, such as decreased strength or increased brittleness, if the annealing temperature or duration are not effectively regulated.
There are a number of crucial factors and safety precautions to be aware of when annealing aluminum foil. Observe the following important details:
Temperature Control: Throughout the annealing process, precise temperature control is maintained. Depending on the alloy and required qualities, aluminum must be annealed at a precise temperature, often between 200°C and 500°C (392°F and 932°F). Make sure the annealing furnace or other apparatus can control the temperature precisely.
Control the heating rate while annealing to avoid thermal shock or distortion of the foil. Stress and potential cracking are reduced by gradual heating. Avoid abrupt temperature changes because they can harm the foil's structure.
Soak Time: To guarantee even heat distribution across the foil, allow a sufficient amount of soak time at the chosen annealing temperature. The length of the immersion time, which can range from a few minutes to several hours, depends on the thickness and alloy of the foil. To ascertain the ideal soak time, consult industry standards or conduct an experiment.
Protective Atmosphere: Depending on the needs, you might want to anneal the foil in a controlled atmosphere to prevent oxidation or other reactions on the foil surface. To prevent unintended changes in the characteristics of the foil, a non-reactive environment can be created using inert gases like nitrogen or argon.
After the annealing process, the cooling rate is controlled. The foil transitions gradually with slow, controlled cooling, lowering the possibility of thermal stress or warping. Deformation or inadequate annealing may be the outcome of rapid cooling.
Storage and Handling: Be careful when handling annealed foil to prevent surface damage or scratches. In order to prevent contamination or corrosion, create ideal storage conditions, such as a clean, dry environment.
Quality Control: To ensure that the annealed foil has the necessary qualities, a thorough quality control system is put in place. To make sure the foil satisfies the necessary requirements, properties like hardness, tensile strength, electrical conductivity, and surface quality are examined.
Safety precautions: When using annealing equipment, follow the correct safety procedures. To avoid mishaps or exposure to dangerous situations, make sure there is adequate ventilation, use protective gear, and abide by safety regulations.
Documentation: Maintain thorough logs of the annealing procedure, including temperature profiles, holding intervals, cooling rates, and any other pertinent information. These records are crucial for process improvement, problem solving, and quality control.
For information on the precise annealing needs of the foil you are employing, you should refer to aluminum industry standards, alloy-specific guidelines, and equipment manufacturer recommendations. These recommendations will make it easier to guarantee a successful annealing procedure that gives the foil the appropriate qualities and performance.
Other Procedures: The manufacture of aluminum foil comprises a number of additional procedures in addition to rolling, finishing, and annealing. These could involve cutting foils into different widths or lengths, applying customized coatings or laminates for particular uses, and cleaning foils to remove contaminants. Any omissions or errors in these extra steps could result in quality problems including lingering dirt, inadequate coating adhesion, or irregular measurements.

Manufacturers use stringent quality control procedures at every stage of the process to guarantee the manufacturing of aluminum foil of the highest caliber. Regular equipment upkeep, precise process parameter control, careful examination of foil flaws, adherence to industry standards, and client requirements are all examples of this. Manufacturers can reduce the occurrence of quality problems and guarantee that aluminum foil satisfies the criteria needed for a number of uses, including packaging, insulation, and cooking, by upholding tight quality control procedures.
Leading provider of high-quality aluminum foils, HTMM provides a variety of solutions to meet different needs and applications. Customer satisfaction is HTMM's first priority, and the company takes great pride in producing outstanding goods that regularly meet or exceed industry standards.
In terms of aluminum foil, HTMM is aware of the value of dependability and quality. The business only uses the best 8011 aluminum for the manufacturing process by obtaining its raw materials from reliable vendors. HTMM's products stand out due to a dedication to employing high-quality materials, giving clients access to foils with excellent strength, durability, and performance.